Eine alte Technologie auf High-Tech Stand gebracht
Die Technolgie beinhaltet Elemente des Senkerodieren, wobei aber Strömungstechnik und teilespezifische Spannvorrichtungen als zusätzliche Faktoren hinzukommen
Die Technolgie beinhaltet Elemente des Senkerodieren, wobei aber Strömungstechnik und teilespezifische Spannvorrichtungen als zusätzliche Faktoren hinzukommen



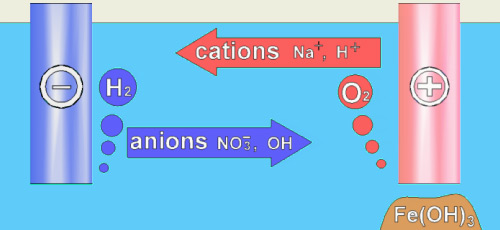
Das grundlegende Prinzip des elektrochemischen Abtragens ist die Auflösung eines als positiv (Anode) gepolten Metallteils in einem Elektrolyt (leitfähiges Medium). Der negative Pol ( Kathode) ist die Elektrode. Zwischen Elektrode und Werkstück fließt also nach dem Anlegen einer Spannungsquelle mit Hilfe des leitenden Elektrolyts (Natriumnitrat (NaNO3)) ein Strom. Den Ladungstransport übernehmen die in Ionen dissozierten Moleküle des Elektrolyten. Unter dem Einfluss des elektrischen Felds bewegen sich die Ionen entsprechend ihrer Ladung zu den entgegengesetzt geladenen Elektronen. Unter Aufnahme bzw. Abgabe ihrer Elektronen gleichen Sie ihre Ladung aus. Auf der Anodenseite (Werkstück) findet also ein Abtrag von Metallteilen statt und man spricht in der ECM Technik von einem anodischen Abtrag. In unserem Fall von einer präzisen elektrochemischen Metallbearbeitung.
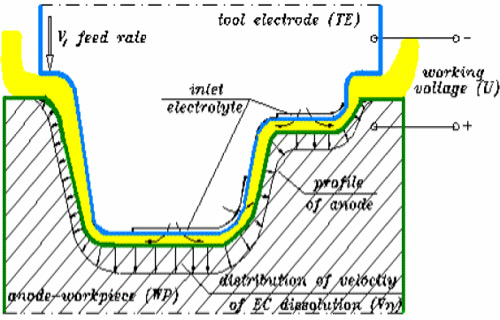
Die Form der Werkzeugkathode ergibt die eingebrachte Form in das Werkstückes vor. Am Werkzeug findet prozessbedingt kein Verschleiß statt. Zwischen Werkzeug und Werkstück muss in Abhängigkeit von den elektrischen Parametern und von den Strömungsverhältnissen des Elektrolytes ein Spalt eingestellt werden. Die Spaltweite beträgt 0,01-0,1mm.
Den Ladungstransport im Arbeitsspalt übernimmt eine Elektrolytlösung (Natriumnitrat (NaNO3)). Der entstehende Elektronenstrom löst Metallionen vom Werkstück. Die gelösten Metallionen gehen dann an der Anode Reaktionen mit Teilen des gespaltenen Elektrolytes ein. An der Kathode reagiert der Elektrolytrest mit Wasser. Als Endprodukt fällt Metallhydroxid an, welches sich als Schlamm absetzt und entfernt werden muss.